

Before the development of Surface Mount Technology (SMT), almost all printed circuit board assemblies (PCBAs) had to go through the process of wave soldering to achieve the purpose of soldering electronic components to the board.
The process of “wave soldering” gets its name from using a large pool of molten tin during the soldering process. This pool of tin is heated to a temperature where the solid tin bar can melt and form a solution. This molten solution can be thought of as a “lake”. When the lake is still, it is called a “laminar wave”. When the lake is agitated, it becomes a “turbulent wave”. The PCB is like a boat sailing on the surface of the lake, allowing the molten tin solution to adhere to the electronic components and the PCB. After the soldered parts pass through the molten tin, it rapidly cools and solder the electronic component to the PCB.
With the rapid progress of electronic industrial technology, most components have become smaller and meet the requirements of SMT reflow soldering, such as small size and high-temperature resistance ability. Therefore, most PCBAs have abandoned the traditional wave soldering process. For components that still cannot be reduced in size, the Paste-in-Hole (PIH) process can be used with a reflow oven as long as their material can meet the requirements of SMT reflow soldering.
However, there are still a few electronic components that cannot meet the requirements of the SMT process. In these cases, the wave soldering process, which requires a large amount of solder, may still be used today.
Above video employs foaming-type flux and appears to be running a laminar wave while utilizing the cascade wave type.
The following will provide a brief overview of the wave soldering process and its considerations (please refer to the video), which can be generally divided into four main stages.
The first stage is the flux zone
The purpose of using flux is to improve the quality of component soldering. Circuit boards, electronic components, and even solder can be contaminated by storage and usage environments, resulting in oxidation that affects solder quality. The main function of flux is to remove the oxide and dirt from the metal surface, and it can form a thin film to isolate air on the metal surface during high-temperature operations, making it difficult for solder to oxidize. However, wave soldering process must use molten solder as a medium for soldering. Since it is solder, the temperature must be higher than the melting point of the solder. For example, the melting point temperature of SAC305 lead-free solder is approximately 217°C. General flux cannot withstand such a high temperature for a long time. Therefore, if you want to add flux, you must apply it to the circuit board before it passes through the solder.
The purpose of using flux is to enhance the quality of soldering for electronic components, as printed circuit boards (PCBs), electronic components, and even solder paste can be contaminated in storage and use, resulting in oxidation and affecting soldering quality. The main function of flux is to remove oxide and dirt from the metal surface, and during high-temperature operations, it can form a thin film on the metal surface to isolate air, preventing oxidation of the solder. However, in the wave soldering process, molten solder must be used as the medium for soldering. Since the medium is solder, the temperature must be higher than the melting point of the solder, which for the SAC305 lead-free solder is approximately 217°C. General flux cannot withstand long-term exposure to such high temperatures, so if flux is to be used, it must be applied to the PCB before passing through the solder pool.
There are two general methods for applying flux: one is to use foam flux, which adheres to the PCB as it passes through the flux zone. The disadvantage of this method is that the flux often cannot be evenly distributed on the PCB, leading to poor soldering in areas where flux is not applied.
The second method is to use a spray to apply liquid flux. The nozzle is located below the chain of wave soldering machine, and the flux is sprayed from bottom to top when the PCB passes through. The disadvantage of this method is that the flux is more likely to penetrate the gaps in the PCB. If unlucky, the flux may directly contaminate the components on the top side of the PCB or even penetrate the inside of some components that are more sensitive to flux, forming an unstable quality issues. Or it may remain at the top cover of the wave soldering machine. If not cleaned regularly, when the flux accumulates to a certain weight, it will drip and directly contaminate the top side PCB.
If flux drops directly on the PCB without treatment, it is likely to cause quality problems such as corrosion or micro-short circuits.
Reflow solder paste also contains flux! It’s just that we don’t usually notice it.
The second stage is the Pre-Heating Zone
Similar to the SMT reflow process, the wave soldering process also requires preheating of the PCB before actual soldering. This is to reduce PCB deformation and prevent moisture from being trapped inside some components. Otherwise, rapidly heating the PCB from room temperature to above 217°C can easily lead to defects such as popcorn or delamination.
It’s just like boiling eggs, if you add eggs directly to boiling water, the egg will definitely crack and spill the egg white. To boil a perfect soft-boiled egg, you need to put the egg in cold water first and gradually bring it to a boil.
Additionally, preheating can activate the flux and start removing oxides, as well as allow the solvents in the flux to evaporate beforehand, preventing splashing during subsequent high-temperature soldering. Moreover, proper preheating can help escape moisture in the board, preventing the formation of voids caused by splashing of the solder.
The third stage is the soldering zone
Here, there is a large tank of heated molten solder, hence the name “solder pool”. The process involves throwing a bunch of solder bars into the tank and heating them up to melt them into liquid solder, which requires a considerable amount of solder material. Since the solder is in liquid form, various types of solder surfaces can be made to meet soldering requirements based on the properties of the liquid.
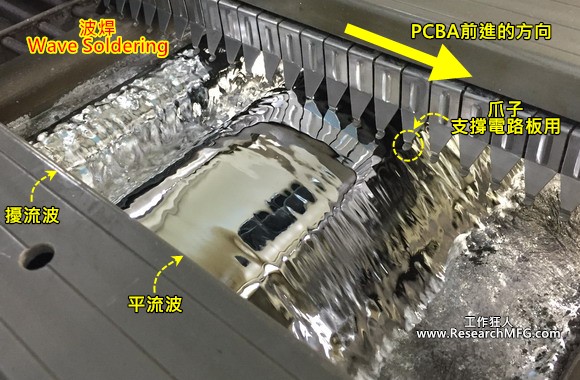
Typically, the solder pool is divided into two sections: the first section is called the turbulent wave or call chip wave, and the second section is called the laminar wave. Each of these soldering wave has a different function, but in most cases, only the laminar wave is used.
Turbulent Wave or Chip Wave Soldering:
The solder is agitated by a motor to create a fountain-like effect. It is mainly used for soldering SMD type of components. SMD components are generally densely distributed in various areas of the PCB, with different sizes and heights. The movement of the PCB is similar to that of a ship. Imagine if there is a large object under the ship, the “shadow effect” will be formed behind the object during movement. The same goes for the solder. If the solder is not agitated, it cannot contact the components or solder joints under these shadows, resulting in the problem of “cold solder joints”. However, because the solder is always boiling, the soldering is sometimes uneven, and even bridging or soldering projections may occur. Therefore, the laminar wave is usually added behind the turbulent/chip wave.
Laminar Wave Soldering:
It is somewhat similar to a still water surface, but in fact, it is a constantly flowing molten solder. Its flow is very stable and can effectively eliminate some of the burrs and bridging short problems caused by the previous “turbulent wave“ or “chip wave”. In addition, the laminar wave is also very effective for the soldering of traditional through-hole components (long pins extending from the PCB). If there are only through-hole components during the wave soldering, the chip wave can be turned off, and only keep the laminar wave can be used for soldering.
Opening only the laminar wave can also help to reduce the problem of soldering short and bridging in multi-pin components, because the flux is splashed away in the chip wave of the dual wave process, and when it comes to the laminar wave, the flux is less effective in removing the oxide, which makes the solder’s wettability worse, leading to bridging, especially in long-leg plugs.
The Fourth stage is Cooling Zone
The cooling zone is typically equipped with cooling fans located at the exit of the solder pool, responsible for cooling the PCB that has just passed through the high-temperature solder. This is necessary because there are subsequent steps such as touch-up soldering, trimming, and repair that will be carried out. Generally, printed circuit boards passing through the solder pool do not use rapid cooling equipment, as some traditional through-hole components or larger SMD devices require touch-up with a soldering iron after wave soldering. By maintaining a certain temperature on the PCBA, the soldering iron can perform better soldering, eliminating concerns about issues like cold solder or false solder, caused by non-wetting during manual soldering.
Some wave soldering machines also include a cleaning process behind them, as some PCBs still undergo a cleaning process.
Why is there a conveyor angle during wave soldering?

You may have noticed that the chain of the wave soldering machine is inclined at an angle, and the PCB bottom surface also makes contact with the soldering solution at a slightly tilted angle. This angle is typically set around 3-7 degrees, although it may vary depending on the specific wave soldering machine. The reason for this slight angle is to facilitate the removal of excess solder as the solder joint leaves the solder surface, and this angle is referred to as the “conveyor angle.” During the wave soldering process, a certain angle is necessary for separating the PCB and the liquid molten solder surface. If the conveyor angle is smaller, the solder joint will be larger, and vice versa.
Without tilting the chain of the wave soldering machine and providing a conveyor angle, the resulting solder joint may become excessively large and susceptible to solder bridging. By applying a slight conveyor angle during wave soldering, any excess molten solder on the solder joint can flow into the wave soldering machine via gravity, helping to regulate the amount of solder used.
Selective Wave Soldering
Today’s business, the components on the PCB do not all require wave soldering, often there are hundreds of components on a board, but only fewer than five components need to go with wave soldering. Therefore, the process of selective wave soldering has emerged.
Two Solutions for Selective Wave Soldering

The first method uses a wave solder carrier to cover components that do not require wave soldering, while the original wave soldering machine is still used. For more details, please refer to the advantages and disadvantages of “Selective Mask Wave Soldering”.

The second method uses small solder pots or nozzles to align with the components that need to be soldered, which can save solder, but requires the purchase of new equipment. For more details, please refer to “Conditions for using selective soldering machine”.
Related Articles:
- Why BGA soldering ball always crack(1)? Stress > bonding-force
- Solder Preforms – Another Choice for Solder Volume Increasing Solution






Nice pictures. Well written.