

The thriving development of the electronics industry owes much to the invention and improvement of Surface Mount Technology (SMT). Among the various SMT techniques, Reflow Soldering plays a pivotal role. In this discussion, we aim to shed light on some technical aspects and temperature settings related to reflow soldering.
The reflow profile for printed circuit board assembly generally consists of four major phases: Pre-heat, Soak, Reflow, and Cooling. This article represents a compilation of personal insights, and any corrections or suggestions are warmly welcomed.
Additionally, with technological advancements, the formulation of solder paste and flux continues to progress. It is strongly recommended to refer to the profile requirements provided by the respective solder paste manufacturers.
For further reading: Should the SMT reflow soldering furnace temperature profile use the RSS (Ramp-Soak-Spike) type or the RTS (Ramp-To-Spike) type?
Pre-heat Zone
The pre-heat zone typically refers to the region where the temperature of a Printed Circuit Board Assembly (PCBA) rises from room temperature to around 150-170°C for lead-free solder paste.This zone also known as the first heating stage. In this zone, the temperature should ascend gradually to facilitate the timely evaporation of solvents and moisture from the solder paste, preventing splattering that could affect subsequent soldering quality. This is crucial because the activation temperature of most flux agents is around 150°C.
Electronic components already attached to the PCB (especially large components like BGA and IO connectors) also need a slow temperature increase to prepare for the higher temperatures later. If the temperature rises too quickly in this segment, it may cause temperature differences within or between different materials of the components, leading to deformation. Additionally, uneven distribution of copper on the PCB, often designed based on circuit requirements, can exacerbate the uneven heat absorption rates in different areas, resulting in thermal stress differences and issues like board warping.
Hence, the temperature ramp in the pre-heat zone is typically controlled between 1.5°C to 3°C/sec. For lead-free solder paste, some adjust the ramp rate to 5°C/sec, but this is more suitable when components on the PCBA have minimal heat absorption differences.
While a rapid temperature increase helps the flux reach its softening temperature quickly and allows it to spread rapidly to cover a maximum area of solder joints, it comes with potential downsides. Excessive thermal stress may cause microcracks in ceramic capacitors, uneven heating of the PCB leading to warpage, and damage to voids or IC chips. Additionally, too rapid solvent evaporation from the solder paste can result in collapse.
A slower temperature climb allows more solvent evaporation or gas escape, bringing the flux closer to the solder joints and reducing the likelihood of diffusion and collapse. However, if the temperature rises too slowly, it can lead to excessive oxidation of the solder paste, diminishing the activity of the flux.
Recommended reading: Understanding the Impact of Solder Paste and Flux Composition on Electronic Assembly Quality
In summary, during the pre-heat zone, thermal stress begins to take effect, and moisture starts to vaporize. If the temperature rises too quickly:
-
Delamination of the board may occur.
-
Components with significant CTE (Coefficient of Thermal Expansion) differences may deform.
-
Variations in temperature between different copper foil areas on the PCB may lead to deformation.
-
Rapid evaporation of the flux may result in solder splattering.
If the temperature rises too slowly:
- Solder paste may excessively oxidize.
- Too much evaporation of the flux may occur.
- Solder paste collapse may happen.
The pre-heat zone in a reflow oven generally occupies 1/4 to 1/3 of the heating channel length. The dwell time is calculated as follows: Assuming the ambient temperature is 25°C, if the temperature ramp is calculated at 3°C/sec, the dwell time is [(150-25)/3], which is 42 seconds. If the ramp is calculated at 1.5°C/sec, the dwell time is [(150-25)/1.5], which is 85 seconds. The time is usually adjusted based on the differences in component size to control the temperature ramp below 2°C/sec for optimal results.
Additionally, there are several issues related to the speed of temperature rise in the pre-heat zone. Let me explain each one:
-
Collapse:
Solder paste collapse mainly occurs in the paste-like stage before solder paste melting. The viscosity of solder paste decreases with the rising temperature, as molecular vibrations intensify due to the temperature increase. Additionally, rapid temperature ascent doesn’t allow sufficient time for the solvent to evaporate properly, leading to a quicker decrease in viscosity. While technically, temperature increase causes solvent evaporation, increasing viscosity, the amount of solvent evaporation is proportional to both time and temperature. Longer time for the same temperature rise results in more solvent evaporation. Therefore, solder paste with a slower temperature rise has higher viscosity and is less prone to collapse.
-
Solder Beads:
 When flux rapidly evaporates into gas, it may escape impatiently, causing it to splatter along with solder paste. In the case of small chip components, small gaps beneath the body of these components can carry separated solder paste, resulting in solder beads forming on the edges during reflow.
When flux rapidly evaporates into gas, it may escape impatiently, causing it to splatter along with solder paste. In the case of small chip components, small gaps beneath the body of these components can carry separated solder paste, resulting in solder beads forming on the edges during reflow.
During the reflow processes, the lack of soldering pads beneath the middle of small chips allows the molten solder paste to escape. The weight of the small chip itself, combined with the pressure, causes the separated molten solder paste to emerge from beneath the body, forming tiny solder beads along the edges. Excessive solder paste printing can also contribute to solder ball issues. -
Solder Wicking Effect

This phenomenon occurs when solder climbs up the component leads during wetting, causing insufficient solder on pad or solder bridging between shoulder of pins finally. The root cause may be the temperature of the component leads being higher than the PCB pad temperature during the solder melting stage.
Improvements can be made by increasing the bottom PCB temperature by temperature setting or extending the soak zone time before the solder paste reaches its melting point. The use of RTS temperature profile blurs the boundary between the pre-heat and soak zones. If the PCB assembly heats unevenly before entering the reflow zone, the component lead temperature may surpass the PCB pad temperature. This can lead to molten solder climbing up the component leads, resulting in missing solder on the pads. It’s crucial to achieve a temperature balance between the component leads and the pad before solder wetting occurs. Once the solder wets the pads, its shape is challenging to change, and it is no longer affected by the temperature ramp rate.
- Poor Wetting:
Apart from pad or component lead oxidation, poor wetting during reflow can result from excessive oxidation of solder powder during the soldering process. Improvements can be achieved by reducing the amount of heat absorbed by the solder paste during pre-heating. Ideally, the reflow time should be as short as possible. If factors prevent shortening the heating time, a linear temperature increase from room temperature to the solder paste melting point is recommended to reduce the likelihood of solder powder oxidation.
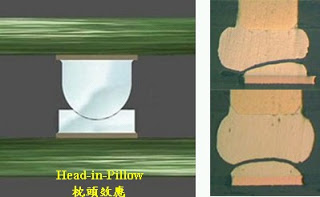
- Head-In-Pillow (HIP) Defect:
 The primary causes of HIP (Head-in-Pillow) or call HoP (Head-on-Pillow) may be the result of the wicking effect soldering or poor wetting. In the case of wicking effect soldering, molten solder moves to higher-temperature areas, causing incomplete wetting. If poor wetting is the issue of Head-In-Pillow, where BGA solder balls have penetrated the solder paste but haven’t formed true Intermetallic Compounds (IMCs) or wetting, the problem can usually be improved by reducing oxidation. Reference the solutions for poor wetting for further guidance.
The primary causes of HIP (Head-in-Pillow) or call HoP (Head-on-Pillow) may be the result of the wicking effect soldering or poor wetting. In the case of wicking effect soldering, molten solder moves to higher-temperature areas, causing incomplete wetting. If poor wetting is the issue of Head-In-Pillow, where BGA solder balls have penetrated the solder paste but haven’t formed true Intermetallic Compounds (IMCs) or wetting, the problem can usually be improved by reducing oxidation. Reference the solutions for poor wetting for further guidance.Be noted: The main cause of HIP formation is PCB or BGA substrate deformation before entering the reflow zone, and poor wetting or oxidation generally contributes to a small portion of the problem.
- Tombstoning or Skewing:
 Tombstoning occurs due to uneven wetting of solder joints at both ends of a component, indicating uneven force on the component ends. Similar to the wicking effect soldering, this issue can be addressed by extending the time before the solder paste reaches its melting point or by reducing the temperature ramp rate. The goal is to achieve uniform temperatures at both ends of the small chip component, allowing simultaneous melting. PCB pad design is another critical consideration. If there are noticeable differences in size, asymmetry, or if one pad has ground connections without thermal relief, and the other pad has no ground connection, different temperatures may occur at both ends of the component. When the temperature on one pad reaches the solder melting point first, the molten solder, due to surface tension, may cause the component to stand upright (tombstoning) or tilt.
Tombstoning occurs due to uneven wetting of solder joints at both ends of a component, indicating uneven force on the component ends. Similar to the wicking effect soldering, this issue can be addressed by extending the time before the solder paste reaches its melting point or by reducing the temperature ramp rate. The goal is to achieve uniform temperatures at both ends of the small chip component, allowing simultaneous melting. PCB pad design is another critical consideration. If there are noticeable differences in size, asymmetry, or if one pad has ground connections without thermal relief, and the other pad has no ground connection, different temperatures may occur at both ends of the component. When the temperature on one pad reaches the solder melting point first, the molten solder, due to surface tension, may cause the component to stand upright (tombstoning) or tilt. - Voids:
Voids primarily occur because solvents or water in the flux rapidly heat up and vaporize, and they don’t escape in time before encapsulating, which happens before the solder solidifies.
Soak Zone
The “Soak Zone,” also known as the “Constant Temperature Zone” or “Active Zone,” should more accurately be called the “Soak Zone.” In this nearly constant temperature range, typically around 150±10°C for lead-containing solder paste and approximately 170°C+/-10°C for lead-free solder paste, the temperature in a RSS (Ramp-Soak-Spike) profile typically falls between 150 to 190°C. This zone, just before solder paste melting, further removes volatiles from the paste. The activator is initiated, effectively eliminating oxide on the soldering surface. The main purpose of this zone is to ensure that components of different sizes and materials reach a consistent temperature before entering the reflow zone, minimizing temperature differences on the board surface (ΔT). If we liken the reflow zone to a hill, the soak zone is where the troops gather before making a unified effort to conquer the hill.
(For PCBAs with simple components, lacking large BGAs and other components that are difficult to heat, meaning component temperatures can easily become uniform at melting moment, it is recommended to use a RTS profile. Thanks to advancements in modern technology, if the reflow oven efficiently heats all components on the PCBA evenly, a RTS profile can also be considered. The advantage of an RTS profile is that it can reduce labor hours and save energy. As for the advantages of the RSS profile, it ensures that all component pins and PCB pads on every solder point have reached the same temperature when the solder paste melts. This simultaneous melting achieves the optimal soldering effect.
Recommended Reading: Should the SMT reflow profile Choosing Between RSS or RTS?
The temperature profile in the soak zone is almost horizontal for RSS, making it a crucial aspect for evaluating reflow oven processes. Choosing an oven that maintains a flat active temperature curve improves soldering effectiveness, especially in preventing tombstone defects, as it avoids significant differences in melting times and uneven stress on component ends.
The soak zone typically resides between zones 2 and 3 of the oven, with a suggested duration of around 60 to 120 seconds. Prolonged durations can lead to excessive resin volatilization, causing solder paste over-oxidation. This results in loss of activity and protection during reflow soldering, leading to issues such as tombstoning, dark residue on solder joints, and dull solder joints. If the temperature rise too quickly or becomes too high in this zone, the flux in the solder paste will rapidly expand and vaporize. Normally, the flux should gradually escape through the gaps in the solder paste. However, when the flux vaporizes too quickly, quality issues such as voids, solder splattering, and solder beads can occur.
Further Reading: Reasons for Open Solder and Tombstoning in Small Resistors and Capacitors
Reflow Zone
The reflow zone is the hottest region during the entire reflow process, commonly referred to as the “Time Above Liquidus (TAL).” At this stage, the tin in the solder undergoes a “chemical reaction” with the copper (Cu) or nickel (Ni) on the pad, forming intermetallic compounds such as Cu5Sn6 or Ni3Sn4. Taking the example of OSP (Organic Solderability Preservative) surface treatment, when the solder paste melts, it rapidly wets the copper layer. Tin atoms and copper atoms permeate each other at their interface, forming a well-structured Cu6Sn5 intermetallic compound (IMC) initially. This is a crucial phase inside the reflow oven, as it ensures the minimum temperature gradient during assembly.
There isn’t a set standard for the acceptable thickness of IMC. Based on personal experience, IMC thickness between 1-5μm is generally acceptable. However, having IMC too thick is not ideal, and it is recommended to keep it controlled within the range of 1-3μm for optimal results. The TAL must be maintained within the parameters specified by the solder paste manufacturer. The peak temperature of the product is also achieved during this stage (reaching the highest temperature inside the oven during assembly). If the TAL is prolonged, the IMC may become thicker and more brittle, and adverse IMC formations like Cu3Sn may continue on the copper base. For boards with ENIG (Electroless Nickel Immersion Gold) surface treatment, Ni3Sn4 IMC is formed, with minimal Cu6Sn5 compound generation.
Recommended Reading: What is IMC (Intermetallic Compound) in the electronic manufacturing industry?
Video to introduce “What is IMC? Part IV” – how to judge IMC healthy? (revision)
It is crucial to ensure that the temperature does not exceed the highest temperature and heating rate tolerance of any temperature-sensitive components on the PCB. For example, a typical tantalum capacitor conforming to lead-free processes can only sustain up to 10 seconds at a maximum temperature of 260°C. Ideally, all solder joints should reach the same peak temperature simultaneously and at the same rate, ensuring that all components experience the same environment inside the oven.
The peak reflow temperature generally depends on the solder’s melting point and the temperature tolerance of the assembled components. The peak temperature should be about 25-30°C higher than the normal melting point of the solder paste to complete the soldering operation successfully. If it is lower than this temperature, it is highly likely to cause cold soldering and poor wetting. The recommended TAL duration in the reflow zone is generally between 30-60 seconds, with some manufacturers requiring it to be above 45 seconds and below 90 seconds.
Cooling Zone
After the reflow zone, the product enters the cooling zone to solidify the solder joints, preparing for subsequent assembly processes. Controlling the cooling rate is also crucial, as too rapid cooling may damage the solder joints, while too slow cooling increases TAL, potentially leading to fragile solder joints.
Generally, the cooling zone should rapidly decrease the temperature for solder solidification. Rapid cooling can result in a finer-grained crystalline structure, enhancing solder joint strength, making them shiny, with a continuous surface forming a crescent moon shape. However, a disadvantage is the increased likelihood of creating voids since some gases may not have enough time to escape.
Conversely, slow cooling above the melting point may lead to excessive intermetallic compound (IMC) formation and larger crystal grains, reducing fatigue strength. Adopting a faster cooling rate effectively discourages IMC generation.
While accelerating the cooling rate, attention must be paid to the part’s impact resistance. The maximum allowable cooling rate for typical capacitors is approximately 4°C/sec. Excessive cooling may likely cause stress-induced cracks. It may also result in the delamination of pads from the PCB or pads from the solder joint, owing to different coefficients of thermal expansion and contraction rates among components, solder, and solder joints. The recommended cooling rate generally falls between 2-5°C/s.
Related Posts:
- An Option for Adding More Solder – Solder Preforms
- How Preventing Heavy Components from Falling during Secondary time SMT Reflow

 and Why It Matters in PCB Assembly")






Leave a Reply