

Cpk is commonly used as an overall indicator of a factory’s manufacturing process capability. However, it can also be applied across different industries to measure the ability to meet a target. A popular analogy is how well you can hit the bullseye when shooting arrows at a target.
Of course, the higher the Cpk value, the better. But Cpk is actually made up of two components: Cp and Ck.
-
Cp stands for Precision—it reflects how tightly the process is clustered.
-
Ck (sometimes written as Ca for Accuracy) represents how centered the process is.
-
Side note: In Japanese, the term for “bias” is 「かたより」 (“katayori”), and the “ka” sound is often written as “k,” which is why it’s called Ck.
-
Together, Cp and Ck form Cpk, which you can think of as a combined measure of precision and accuracy. It’s useful for evaluating things that can be measured and have spec limits—like product dimensions, timing errors, or weight tolerances.
Three Common Ways to Represent Process Capability:
Cp: Precision Index Cp=T/(6σp)
If there’s only a one-sided spe limit:
Cp=(Tu-X)/3σp or Cp=(X-Tl)/3σp
One-sided specs apply when the limit exists only on one side, like flatness or parallelism, which can only be too high, not too low.Ck: Accuracy Index(also called Ca) Ck=|(M-X)|/(T/2),(M-X) result must be positive, its absolute value must be used.。 Cpk: Combined Precision & Accuracy Index
Cpk=(1-Ck) x CpM: Spec. center T: Spec. Width Tu: Spec. Upper limit Tl: Spec. Lower limit X: Process average σp: Standard deviation
Among the three indicators, Cp is most commonly used to represent process capability, as people often equate process precision with overall capability. But improving Cp usually means tightening the process or upgrading to higher-precision equipment—things that are not easy to improve quickly in the short term.
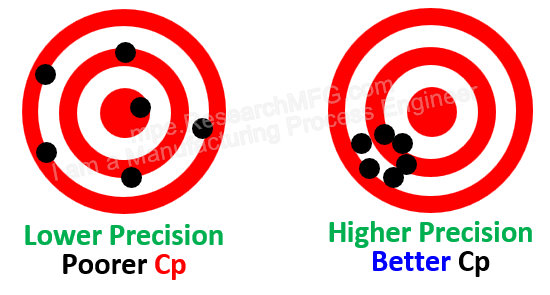
It’s just like shooting at a target. If someone fires six bullets and they all hit the exact same spot, that person has high precision—this means a high Cp. On the other hand, if the shots are scattered all over the place, the precision is low. And someone with poor precision isn’t likely to become a sharpshooter.
But accuracy (Ck or Ca) is a different story. It can usually be improved through human adjustments. The problem is, people often overlook it because they think it’s too simple.
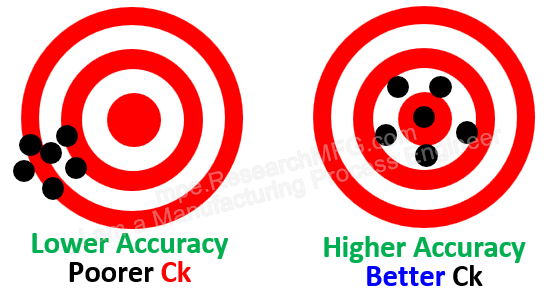
Let’s go back to the target shooting example. If one person shoots six bullets and none of them hit the bullseye, but all of them land somewhere on the target paper, and another person hits the bullseye once but the other five shots completely miss the target, who’s more accurate? The answer is the person who landed all six shots on the paper—because their aim was more consistently on target.
 Here’s another scenario: if we only focus on improving Cp (precision) and ignore Ck (accuracy), we could end up with all six bullets landing tightly together in one spot (high Cp), but that spot could be way off to the edge of the target (low Ck). That’s why just looking at Cp isn’t enough. Accuracy (Ck) still plays a big role in the final result—and in the overall quality of a product. That’s where Cpk comes in. It’s a combined indicator that factors in both Cp and Ck, giving us a more complete and reasonable measurement of process capability.
Here’s another scenario: if we only focus on improving Cp (precision) and ignore Ck (accuracy), we could end up with all six bullets landing tightly together in one spot (high Cp), but that spot could be way off to the edge of the target (low Ck). That’s why just looking at Cp isn’t enough. Accuracy (Ck) still plays a big role in the final result—and in the overall quality of a product. That’s where Cpk comes in. It’s a combined indicator that factors in both Cp and Ck, giving us a more complete and reasonable measurement of process capability.
》Overview and Explanation of SPC, Cpk, and Process Capability
Related Posts:
- Introduction to Process Capability – Understanding Cp (Precision)
- Introduction to Process Capability – Understanding Ck or Ca (Accuracy)
- Understanding Process Capability ─ Explanation and Formula for Cpk
Other Cpk Posts:
")
")






Leave a Reply